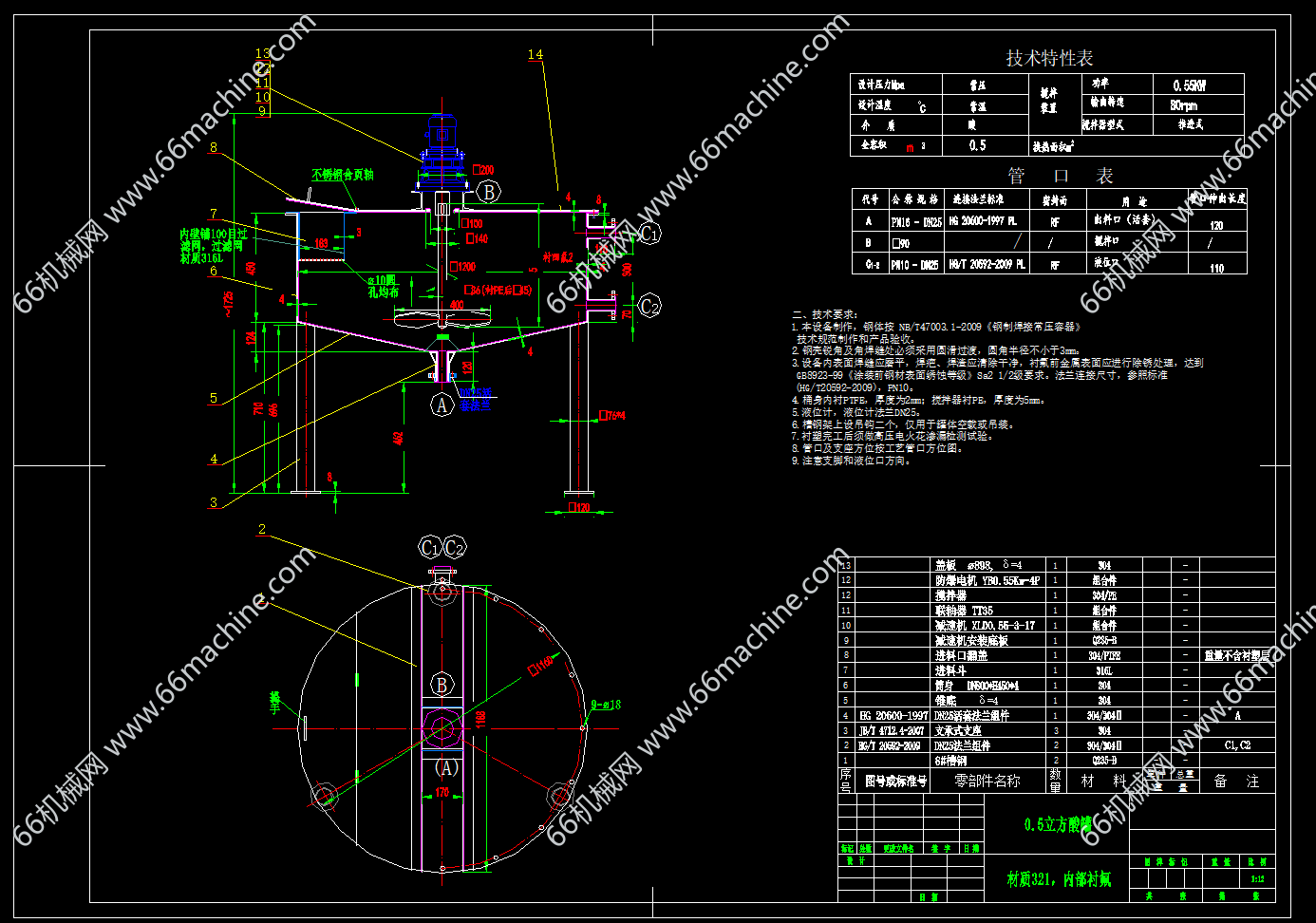
技术说明:1.本设备制作钢体按 NB/T47003.1-2009《钢制焊接常压容器》 技术规范制作和产品验收。 2.钢壳锐角及角焊缝处必须采用圆滑过渡,圆角半径不小于3mm。 3.设备内表面焊缝应磨平,焊疤、焊渣应清除干净,衬氟前金属表面应进行除锈处理,达到GB8923-99《涂装前钢材表面绣蚀等级》Sa2 1/2级要求。法兰连接尺寸,参照标准(HG/T20592-2009),PN10。 4.桶身内衬PTFE,厚度为2mm;搅拌器衬PE,厚度为5mm。 5.液位计,液位计法兰DN25。 6.槽钢架上设吊钩二个,仅用于罐体空载或吊装。 7.衬塑完工后须做高压电火花渗漏检测试验。 8.管口及支座方位按工艺管口方位图。 9.注意支脚和液位口方向。